SOLUTIONS & SERVICES
Solutions & Services
Ultrasonic Soldering Technology
Ultrasonic soldering is a fluxless soldering process that uses ultrasonic energy. This means it is a clean soldering process that does not require chemicals to clean the base and solder materials. Soldering without flux can be done on glass, ceramics, and composites, hard to solder metals and other sensitive components which cannot be soldered using conventional means. Ultrasonic soldering technlogy is finding growing application in soldering of metals and ceramics from solar photovoltaics and medical shape memory alloys to specialized electronic and sensor packages. It is an established process and has been reported since 1955 as a method to solder aluminum and other metals without the use of flux. With the advent of “active solders” the utility of ultrasonic soldering technology is growing even faster.
Ultrasonic soldering is a distinctly different process than ultrasonic welding. Ultrasonic welding uses ultrasonic energy to join parts without adding any kind of filler material while ultrasonic soldering uses external heating to melt filler metal materials, namely solders, to form a joint. Ultrasonic soldering can be done with either a specialized soldering iron or a specialized solder pot. In either case the process can be automated for large-scale production or can be done by hand for prototyping or repair work. Initially, U/S soldering was aimed at joining aluminum and other metals; however, with the emergence of active solders, a much wider range of metals, ceramics and glass can be soldered.
Ultrasonic soldering technology uses either ultrasonically coupled heated solder iron tips (0.5 – 10 mm) or ultrasonically coupled solder baths as mentioned above. In these devices, piezoelectric crystals are used to generate high frequency (20 – 60 kHz) acoustic waves in molten solder layers or batch, to mechanically disrupt oxides that form on the molten solder surfaces. The tips for ultrasonic soldering irons are also coupled to a heating element while the piezoelectric crystal is thermally isolated, not to degrade the piezoelectric element. Ultrasonic soldering iron tips can heat (up to 450°C) while mechanically oscillating at 20 – 60 KHz. This soldering tip can melt solder filler metals as acoustic vibrations are induced in the molten solder pool. The vibration and cavitation in the molten solder then permits solders to wet and adhere to many metal surfaces.
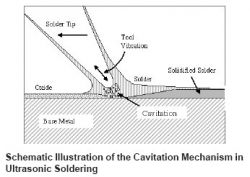
The acoustic energy created by the solder tip or ultrasonic solder pot works via cavitation of the molten solder which mechanically disrupts oxide layers on the solder layers themselves and on metal surfaces being joined.
A schematic of the U/S soldering process is illustrated above.
Mechanical Activation of Active Solders
Ultrasonic soldering technology is well suited as a mechanical activation process for fluxless soldering with S-Bond active solders. S-Bond solders rely on reactive elements such as Titanium (Ti) and rare earth elements such as Cerium (Ce) to enable direct wetting of metals, ceramics and glass without the need for chemical fluxes or plating. However, active solders are not “self” wetting as they do form thin oxides on melting which create a barrier to the reactive elements in the molten solder. The cavitation from an ultrasonic solder iron tips disrupt these oxide films that form on the molten solder. The figure at right illustrates how an ultrasonically activated, heated tip enables the active solder fillers to wet and adhere directly to glass. The same process enables active solders to wet and bond to all metals and ceramics.
S-Bond Technologies offers ultrasonic soldering as a service to our customers. Contact us today for more information on the use of our active solders and ultrasonic soldering technology for your applications.
If you have interest, use the More Information box on this page and indicate your interest in ultrasonic soldering equipment. We would be happy to assist you with a recommendation.
You can find more information on ultrasonic soldering and soldering without flux in our Technology & Applications Whitepapers and our Blog.
More Information?
If you would like someone to contact you or provide information, please submit the information to the right.