Metal to metal bonding is used in many applications for fabricating components where the metallic parts are too large or too complex to make from one piece of metal or the assembly contains dissimilar metals for various functions, such as: 1) physical properties such as electrical or thermal conductivity, 2) differences in thermal coefficient of expansion, 3) differences in corrosion, 4) differences in strength and/or modulus. For designers to utilize the optimum combination of metal properties, it is useful to have metal to metal bonding properties that optimally combine metals in an assembly.
Bonding technologies include: 1)Mechanical fastening, 2) Epoxy bond, 3) other Metal Adhesives, 4) Diffusion Bonding, 5) Explosive Bonding, 6) Weld & Weld Cladding, 7) Ultrasonic Welding, 8) Brazing and Soldering and 9) specialized active solder bonding. For strength mechanical fastening and welding are favored… for low cost, epoxy and other adhesive metal bonding are best but have limitations with regard to sealing, thermal conductivity, and stability over time. Diffusion and explosive bonding perhaps provides the best strength and interfaces between metals. However; for the best combination of bond properties and the least effect on base metal properties; ultrasonic welding, brazing, or soldering are the processes of choice. The choice of bonding process also entails the area of bond required, the joints’ physical properties and the effect the bonding process has on the base metal properties… all these are considerations when selecting bonding process.
Our S-Bond blog has discussions on mechanical fastening and adhesive bonding and can be found at the links below and other epoxy and metal adhesive manufacturers. The remaining part of this blog touches on metal bonding using welding, brazing and soldering technologies and highlight the recent developments of active soldering of metals.
Metal bonding using molten metal entails heat, applied locally or generally and a molten metal phase, either provided from the parent material of the parts being joining, as in welding, or from a molten metal phase that is introduced as a filler such as in brazing (fillers that melt above 450˚C) or solders (fillers that melt below 450˚C). Welding is one bonding method using very localize heat (torch, arc , laser , or electron beam) to make concentrate structural joints that have near the strength of the joined parts, mainly since most of the metal filler that joins the parts are of the same metal from which the parts are made. The welded joint properties will be dictated by microstructural changes occurring from localize heating and localized compositional changes as molten metal in the welds melt and interdiffuse. Welding does locally get metals above their melting points. Welding, unless it is weld surfacing, is generally not a wide area bonding process due to high localized heating necessary to melt the parent metals.
Metal bonding done by brazing or soldering incorporates the use of lower melting temperature metals that do not melt the parent metal parts. These lower melting metals (100 – 1,000˚C) wet and adhere to clean metal surfaces and with many metals and processes, chemicals are needed to clean the parent metal parts of oxides that are on and/or are formed on heating the parent metal components that are being bonded. Once a molten filler metal is in contact with a “clean” metal surface, the filler metals elements can react with and/or interdiffuse with the outer atomic layers to form new compounds (intermetallics) or new solid solution alloys. These interactions lower the “free energy” of the two opposing surfaces and thus from atomic binding between the resolidified molten metal fillers and the adjoining components’ metal surfaces… thus creating strong bonds.
Since the bonding filler metals melt below the base metals, the components being bonded can be entirely heated to the bonding temperatures, provided that temperature does not significantly degrade the form, fit or function of the assembly. Metal bonding heating is normally done via torch, induction, furnaces, and if soldering, hot surface plates and hot air heaters. In these various heating methods, when the metals being bonded reach the melting temperature of the bonding filler metals (e.g., Cu-Ag, Sn-Ag, NiCrBSi, TiZrCiNi, Ag, In, Sn-In, Au, Au-Sn, etc.) the inserted fillers melt, flow and wet (provide no oxides on the metals). Generally chemical fluxes are used to assure the molten filler metals can wet the metals being bonded. The fluxes are acids and/or caustics that can disrupt oxide films and carry them away from the surfaces being bonded. When bonding smaller point and narrow joints, the melting and flow of the filler metals push fluxes from the joint. In large surface bonding however, the fluxes cannot easily get to the outside edges of bonded components and can become trapped in the bonded interfaces. The development of active brazes and now active solders such as S-Bond alloys
Overall brazing and/or soldering are the most commonly used metal to metal bonding after adhesives since these metal to metal bonds are thermally and electrical conducting and more stable with moisture and over time and exposure to the elements.
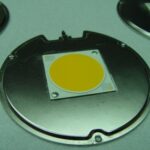
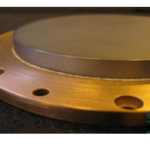
Figures below show metal to metal bonding with solders, joining aluminum to aluminum in finned heat exchangers, aluminum to Ni-plated copper in LED packages, and a NanoBond® solder joining metal sputter target. In all these applications molten metal fillers (solders) are the material that join the two adjoined metals.


For more information about metal to metal bonding materials and processes, please Contact Us.