S-Bond Technologies has developed and demonstrated a “solder welding” process that is finding application in the repair of brazed aluminum heat exchangers.
Aluminum heat exchangers and cold plates many times are brazed either by dip brazing or vacuum brazing. In these operations, aluminum braze filler metals are added to joint areas as pastes, brazing foils or braze alloy clad aluminum sheets. Depending on the complexity of the braze joint and the assembly, braze joints can on various occasions after the brazing cycle, be found to leak. Leaks at this point cannot be re-brazed since the aluminum braze filler metals cannot be melted without melting the entire component due to the interdiffusion of the silicon from the filler metal into the base metals. Thus brazed aluminum heat exchangers are normally weld repaired… but with limited success. Many times the weld will “chase” the crack and not seal it and the locally high silicon in the braze joint can also create inconsistent welds and if thin walls are part of the aluminum heat exchanger the high local temperatures from the welding process can “blow” holes in the thing gage. With these limitations on weld repair, solder repair is more viable.
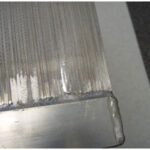
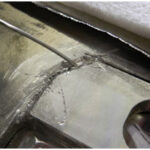
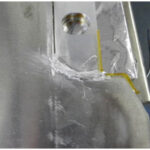
Solder repair is viable since it has low heat input and is conducted below 250˚C, provided the solder filler metal can wet and adhere to the rework areas. Conventional soldering aluminum normally requires Ni-plating and or aggressive fluxes which complicate the rework procedures. S-Bond active solders bond to directly to aluminum and fill in crevices in aluminum surfaces without the need for flux and or preplating, thus it can be used to directly fill machined out leaks on braze joint in aluminum. The process consists of 1) locating leak areas (bubble testing is typically used) 2) grinding out the areas through and adjacent to the leaks, 3) deburring and degreasing the machined areas, 4) heating the plate locally or in its entirety to hold the repair area at 250˚C 5) melt the S-Bond filler active solder with the heat in the heat exchanger 6) spread the S-Bond solder into the joint to mechanically activate the solder to enable it to wet and adhere to the aluminum repair areas. NOTE: is has been found that ultrasonic activation using an ultrasonic solder tip can improve the reliability of the repair soldering process. The figures below illustrate the S-Bond solder aluminum repair on aluminum surfaces.




Please Contact Us to see how S-Bond Solder repair of aluminum can be used to salvage leaking aluminum heat exchangers and save on rework costs.
One Response
WE ARE MANUFACTURERS OF HEAT EXCHANGERS , WE REQUIRE ALUMINIUM BRAZING / SOLDER MATERIAL OR PASTE FOR STOPPAGE OF LEAKAGE IN ALUMINIUM OIL COOLER
WE ARE SENDING MAILS AND ALSO TRYING TO CONTACT BUT WE ARE NOT GETTING REPLY
REGARDS
POONA SHIMS PVT LTD
VADGAON MAVAL, PUNE 412106 , INDIA
91 2114 235971
mail : hr@poshindia.com